有限公司")

Focus on key welding technologies for photovoltaic cellsIssuing time:2024-04-26 14:18
With the advancement and development of technology, it has become an inevitable trend for fully automatic string welding machines to replace manual operations, both in terms of welding quality and cost control. Infrared lamp welding is currently the most commonly used method by manufacturers of fully automatic string welding machines, and it is also a relatively mature welding method. During welding, the positive electrode of the battery cell is facing upwards, and the welding strip is fixed on the main grid line through a fixture. Then, infrared radiation is applied to the entire battery cell. At present, the fully automatic string welding machine produced by Zhongbu Qingtian New Energy (Hubei) Co., Ltd. (hereinafter referred to as Zhongbu Qingtian) is using this method. It has excellent temperature control rapid response performance and stability, as well as advantages such as stable and reliable quality of battery string products after welding, and high welding efficiency.
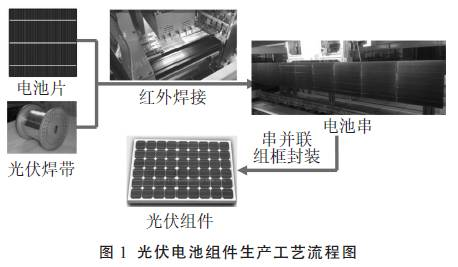
Infrared radiation is a type of electric wave. When current passes through the heating wire of a heating tube made of special materials, the heating tube emits a certain wavelength of infrared radiation. When the infrared radiation is absorbed by an object, the object is heated. Infrared radiation has extremely low thermal inertia and high thermal efficiency. By using short wave and medium wave infrared radiation technology, workpieces can be heated with high density, high energy, and high intensity to improve heating efficiency, shorten heating time, save energy consumption, reduce investment, and minimize environmental pollution. This is what the industry calls high infrared radiation heating technology. 1. Production process flow of photovoltaic modules The battery cells and welding strips are stacked and aligned accurately through a specific mechanical structure of the welding machine, and then transported to the welding station by a conveyor belt. The infrared welding head performs welding operations according to preset process parameters, achieving fully automatic welding of battery cells and welding strips. In this way, the cyclic transmission and welding program connect the battery cells in series. The welded battery string is then subjected to processes such as series parallel connection, frame packaging, etc., to become a battery module unit used in the construction of photovoltaic power stations. Figure 1 is a schematic diagram of the production process of photovoltaic cell modules.
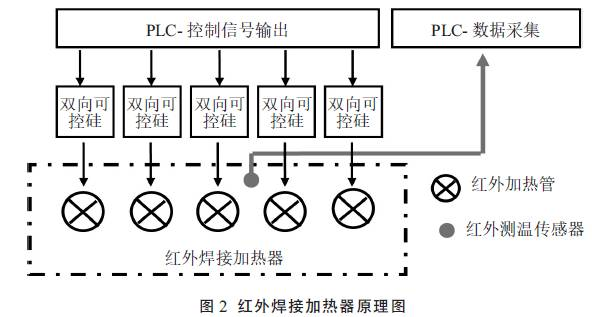
2. Hardware Design of Control System The welding of battery cells and welding strips adopts infrared heating tube heating welding method, and adopts a fully closed-loop control system design. Based on real-time feedback data from infrared temperature sensors and temperature control parameters set by the process, the PLC system achieves real-time and accurate power output control of the infrared heating tube through a thyristor. Fully utilize the high-speed response characteristics of data output and data acquisition units, bidirectional thyristors, infrared heating tubes, and infrared temperature sensors to achieve rapid system response and stable and accurate welding temperature.
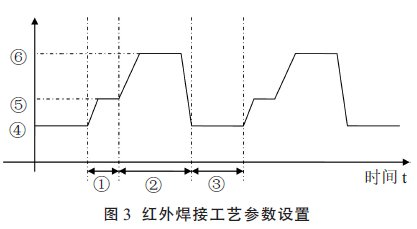
Infrared radiation propagates at the speed of light and carries high energy. The intensity of infrared radiation varies with different wavelengths. Based on the characteristics of the object being heated and the process requirements, appropriate wavelengths of infrared radiation are selected to radiate and heat the solder joint to complete the welding work. Due to the high radiation power and strong penetration of shortwave radiation (wavelength 0.76-1.6 μ m), the radiation is mainly concentrated on the target and provides efficient thermal energy, which can quickly reach full load working intensity within a few seconds. Therefore, shortwave radiation heating light source is very suitable for the process flow that needs to be quickly stopped and started in this project. 3. Control program Fully automatic welding equipment is applied in the production of photovoltaic cell modules, welding photovoltaic cells into battery strings. In industrial large-scale production, the production efficiency of equipment has always been an important reference indicator for market competition. How to compress production time as much as possible and improve overall efficiency has always been the direction that Zhongbu Qingtian strives for. After careful analysis of the process and repeated operation experiments on the equipment, the quality and efficiency of the product were improved by adjusting the welding timing and optimizing the program structure through multi-stage temperature control. As shown in Table 1, the new series welding machine developed and produced by Zhongbu Qingtian introduces welding pretreatment methods, and the specific timing is shown in Figure 3. Traditional string welding machines are heated directly from standby temperature to welding temperature and maintained for a period of time, then gradually reduced to standby temperature, with a total welding cycle of 2.2 seconds.
The new series welding machine developed and produced by Zhongbu Qingtian is heated from standby temperature to pre-treatment temperature in advance, and then heated from preheating temperature to welding temperature for a period of time in the welding program, and then gradually reduced to standby temperature. Due to the increase in the starting temperature of heating, the temperature rise time has been shortened, and the entire welding cycle can be reduced to 2.0 seconds. ① The battery cell transfer cycle involves preheating the battery cells during this process (preheating power output parameter ⑤), providing appropriate preheating for the battery cell transfer process, increasing the starting temperature of the battery cells during welding, thereby shortening the welding cycle and reducing the cracking problem caused by rapid temperature rise during the welding cycle Standby power P1 "refers to the percentage of power output of the heating tube controlled by the infrared welding unit during non welding cycles (i.e. system standby cycle ③) The "set temperature C" is the target temperature for heating the battery cells during welding, and the "welding reference power" refers to the welding unit during the welding cycle. ② The percentage of reference power output during welding. The control system requires real-time adjustment of the power compensation coefficient for the heating unit based on these two main parameters and the temperature change curve defined by the "rise time", "hold time", and "fall time" parameters, in order to make the actual temperature change curve meet the production process requirements.
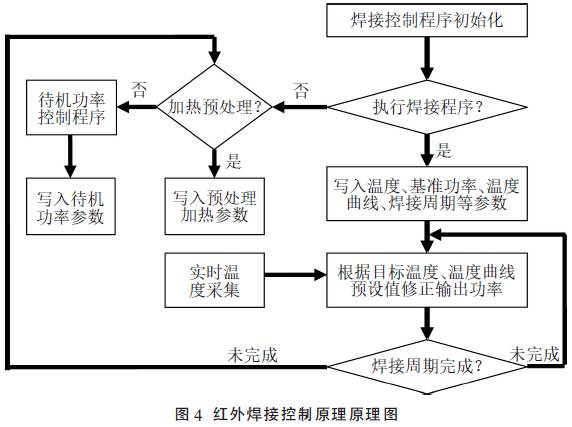
Figure 4 shows the control timing diagram of the infrared welding heater. The entire control process consists of a welding initialization program, a heating pretreatment control program, and a welding program. The corresponding program is called to execute the welding operation according to the different operating cycles of the equipment. In summary, with the continuous innovation and upgrading of photovoltaic string welding machine technology, China's photovoltaic string welding machine has basically achieved localization, and there will be a huge demand for replacement and new markets in the future. After long-term in-depth research, Zhongbu Qingtian has launched the Yuanwu series BC battery cell high-speed string welding machine, which effectively shortens the welding cycle and greatly improves the phenomenon of hidden cracks in battery cells caused by rapid temperature increases. Comprehensively assist photovoltaic manufacturing enterprises in achieving intelligent production management, improving production efficiency and management level, and bringing dual improvements in quality and economic benefits to users. 聲明:此篇為中步擎天原創(chuàng),轉載請標明出處鏈接:http://www.npcnn.cn/en/sys-nd/37.html
|